


INTRODUCTION
Rocket-propelled grenades (RPGs) are a well-known threat to tactical, reconnaissance, engineering, and combat vehicles that operate in hostile environments. Technologies designed to defeat RPG-type threats include active, reactive, and passive armor solutions—each varying in cost, weight, and complexity. Regardless of the system, RPG protection has been a requirement for ground vehicle platforms for over a decade. Many ground vehicle platforms, however, favor passive, fuze-disrupting armors (FDAs) to provide increased RPG protection at the lowest cost and weight burden possible. These FDA systems, also characterized as “statistical armors,” traditionally require bars or slats (steel) for successful system function.
While technically mature, there are limitations in these systems’ compositions. Specifically, direct impact on a hard surface like steel or aluminum may initiate the detonator of the RPG, leading to severe penetration of any substrate in its path, including the vehicle’s armor. Therefore, the ability to limit hard impacts like this provides the best opportunity for realizing potential performance improvements. Optimizing passive RPG protection lies in removing geometric constraints and hard surfaces; this effectively generates a system that is transparent to the fuze.
Foster-Miller, Inc. (doing business as QinetiQ North America [QNA]) and the U.S. Army’s Combat Capabilities Development Command (CCDC) Ground Vehicle Systems Center (GVSC) (formerly the U.S. Army Tank Automotive Research, Development and Engineering Center [TARDEC]) have teamed up to develop a novel passive system constructed from a lightweight, cellular material transparent to the RPG’s fuze. Termed “Advanced RPG Defeat Dispersed Media (ARDDM),” this technology eliminates the aforementioned constraints and hard surfaces. Figure 1 shows geometrical limitations in performance (red) and compares ARDDM to slat or bar armor. Based on material composition, note the area in which slat armor is ineffective.
FIGHTING THE FUZE
Point-initiated, base-detonating fuzes (PIBDs) are commonly used in the detonation chain of threats within the RPG family. PIBDs are equipped with a piezoelectric crystal designed to generate an electrical charge when facing any nonyielding material. The level of charge generated during an engagement corresponds to the force experienced during impact. The higher the impact force due to the velocity at impact or the mass of the impacted object, the higher the output charge. During these impact events, if the charge is sufficient, a spark will form and trigger the shaped charge of the RPG.
In 2015, QNA hypothesized that if a material could be engineered to have a specific density and stiffness, it would undergo adiabatic shear at the point initiator. It is a complex phenomenon dependent on strain rates but generally thought to occur when thermal softening overtakes strain rate hardening. With the phenomenon that occurs during RPG engagements, this adiabatic shearing drastically reduces the piezoelectric crystal’s ability to generate a charge. ARDDM exploits these principles using a cellular polymeric media, which allows the adiabatic shearing to occur. This engineered material also remains suitably rigid to provide a level of durability required to function similar to legacy passive RPG defeat systems. Figure 2 demonstrates the adiabatic shearing effect that occurs during engagement and the fuze disruption through ARDDM’s thickness [1].
Early experimental results indicated that material properties needed for fuze transparency and the properties required for passive protection were inversely related. Consequently, changes made to benefit piezoelectric fuze transparency were detrimental to defeat functionality. The material properties that had the most influence on performance were changes to the media’s mass and stiffness. However, large reductions in mass from the media negated ARDDM’s ability to function as an FDA system.
Traditional passive RPG FDA solutions are independent of piezoelectric fuze interaction and based primarily on shot location and intercept angle. However, ARDDM functions by managing the fuze output, reducing the influence of intercept angle or location. Intuitively, fuzes with higher tested voltage will expend a larger charge during impact, potentially triggering the shaped charge. Hence, fuzes with higher tested voltages are known as “sensitive” fuzes; inversely, fuzes with low tested voltages are labeled “insensitive.” Characterization of these fuze types allowed predictive performance of ARDDM. Furthermore, because defeat performance is influenced by fuze sensitivity, this characterization created a high level of confidence going into dynamic (live-fire) testing.
During fuze characterization, all samples responded primarily to changes in velocity (strain rate), mass (density), and stiffness (modulus), with output levels varying based on sensitivity.
Naturally, variance in impact velocity modified the stress-strain relationship of ARDDM and how well the mechanism would defeat the threat. Additionally, this response is influenced by the material’s relative density and relative stiffness (ρ* and E*). This stress-strain relationship is a measurement of a specified material’s density compared to its solid counterpart. It was determined that medias must be compared in their “relative” forms [2]. Figure 3 illustrates the changes in behavior seen in a stress-strain response, most notably an increase in plateau stress and a shortening to the densification region [2, 3].
TYPES OF TESTING
ARDDM has been vetted in lab and live-fire environments. Air cannon testing was conducted during multiple stages of development using QNA’s rapid test facility (RTF) and GVSC’s Air Cannon Lab. The primary function of the RTF was to capture material and threat behavior via high-speed video and analyze its effectiveness as an FDA. Lab devices were launched at a range of velocities, and experiments were designed to downselect materials based on density, stiffness, and thickness. Figure 4 depicts successive time steps during a test. Note the formation of the “plug” seen exiting the rear of the panel.

Fuze response was measured using two versions of microelectromechanical systems (MEMS) of similar design principle. Both systems (GVSC pictured in Figure 5) were integrated into lab devices for nondestructive testing. These systems were designed to capture data at high sample rates, use variable triggers mechanisms, and be capable of withstanding extreme G-loading (>300 g). The components in the MEMS were used to trigger data collection, provide power, reduce noise, and ultimately measure the response of the piezoelectric fuze in a lab setting.

Live-fire testing was facilitated by CCDC-GVSC, with on-site support and analysis also conducted via high-speed video capture. Cameras were positioned to capture both the penetration mechanics as well as shot location on the target. By reviewing the high-speed footage between shots, it could be determined what properties required adjustment, how the threat performed, and how ARDDM performed. Multiple engagement scenarios were used in an effort to map ARDDM performance against different conditions.
CONNECTING THE DOTS
ARDDM’s mechanical properties—mass, density, and stiffness—could only be honed through extensive live-fire and air-cannon testing. The data sets allowed QNA to make a direct correlation between ARDDM’s ability to be fuze transparent but also maintain fuze disruption. Additionally, increases in mass had a negative effect on fuze output but a positive effect on FDA functionality. The role of engagement, or the velocity of impact at which ARDDM was engaged, changed the mechanical response of the material. This phenomenon reduced the mass required for defeat at velocities while simultaneously increasing fuze response.
The mechanical relationship, plotted in Figure 6, illustrates these effects. Three density gradients are plotted as ρ High > ρ Medium > ρ Low. As shown, when velocity increases (left to right), the required mass or thickness required for fuze disruption is reduced. Alternatively, the corresponding fuze output, represented by a dashed line, increases. This paradigm dictates which fuzes the media could receive, as a fuze of higher “sensitivity” would generate a larger electrical output and potentially trigger a detonation. This also demonstrates ARDDM’s ability to handle increasingly sensitive fuzes at lower velocities.
In order to understand the effects of azimuth and elevation, obliquity testing was conducted. Test results aligned with those that could be extrapolated empirically. Increasing the angle of intercept produced an increase in through-thickness material being penetrated. This effectively increased the shear forces required to “plug” the media and led to an increase in fuze response and lower mass threshold. Additionally, due to the homogeneity of ARDDM, the mechanical response is predicted to behave uniformly, making the changes in elevation response equal to changes in azimuth.
ENHANCING SURVIVABILITY
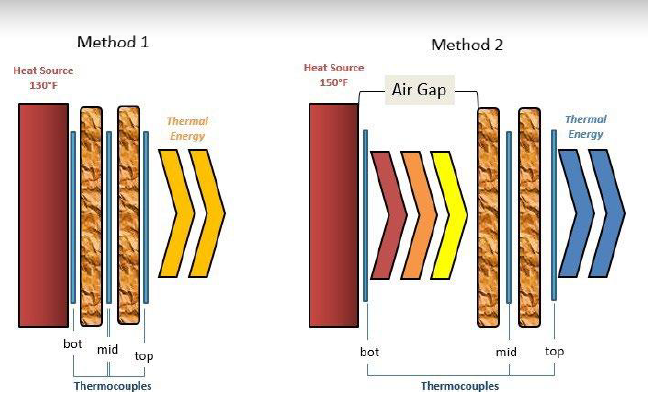
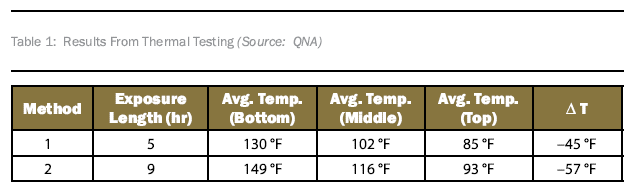
Engineered first and foremost to function as an FDA solution, ARDDM provided additional survivability tools that became evident upon testing. Due to ARDDM’s construction, which consists of millions of microscopic, closed-cell air pockets, it is a natural insulator. This secondary property provides a thermal barrier between any two sources (i.e., a vehicle and an observer). Two testing methods were conducted to evaluate ARDDM’s thermal transmission. Figure 7 depicts both methods—the first simulating the MIL-810 vehicle exposure and the second emulating a more extreme but practical scenario. Results are shown in Table 1.
In addition to thermal mitigation, the air pockets comprising ARDDM collapse when impacted, effectively absorbing large amounts of energy. Following live-fire testing, consistent evaluation of ARDDM samples revealed that large amounts of debris were embedded in the media, capturing a portion of the fragment generated during low-order deflagration and blast. Similar to the fuze and defeat mechanisms, this fragmentation capture and blast mitigation was studied analytically and found to be driven by strain rate.
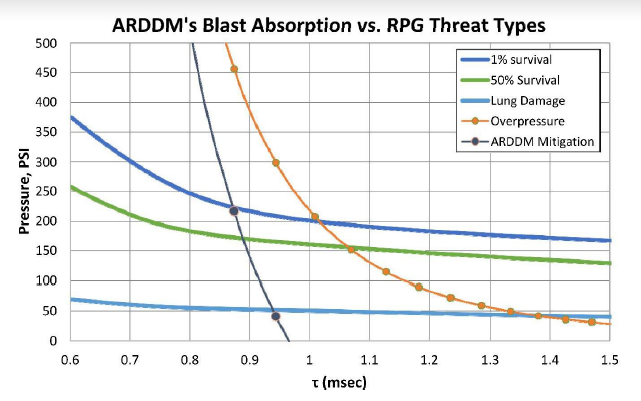
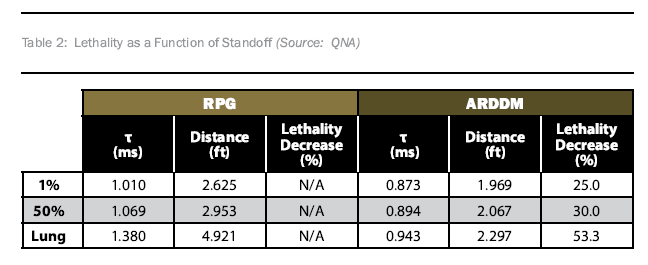
Figure 8 shows the comparison of lethality in blast pressure from an RPG threat, with and without ARDDM. ARDDM’s energy absorption is strain-rate dependent and exponential, which can be seen by the growing distance in milliseconds between the RPG overpressure curve and an RPG with an ARDDM mitigation curve. This is due to the difference in shock front velocity between a 1% survival scenario and 50% survival scenario. As the velocity decreases, the material has more time to react and compress, increasing its energy absorption potential. Table 2 shows the reduction in lethality of the blast wave as a function of standoff.
In order to quantify the embedded debris found in the samples, a model was generated following Gurney and Mott to determine any reductions in lethality [1, 4–6]. Figure 9 represents a fragmentation scenario aimed to mimic an RPG fragmentation round where the lethal radius equates to 23 ft with body armor and 492 ft without body armor. Twenty-three feet from detonation, the velocity of the fragments generated during an RPG threat of this type can reach 1800 m/s. Assuming mild steel as the fragment material (0.25 in x 0.25 in x 0.25 in), ARDDM can reduce the lethality from 23 ft to 13 ft (43% reduction) when body armor is worn. When no additional body armor is present, this reduction in lethality goes from 492 ft to 239 ft (51% reduction).
CONCLUSIONS
The development of ARDDM has demonstrated that a passive FDA system can be constructed from a single, cellular, lightweight material. The engineered material removes slats and hard points previous systems relied upon for effectiveness. Testing concluded that ARDDM’s performance is maximized when fuze response is minimized, whether by the studied adiabatic shearing or by tailoring mechanical properties. The correlation between material properties, impact velocities, and fuze response was also studied, indicating an inverse relationship between fuze response and mass required for defeat functionality.
Additionally, the thermal properties of ARDDM were investigated in order to determine its impact on a vehicle’s signature. Testing demonstrated a significant temperature gradient (>35%) in the through-thickness direction of the material. ARDDM’s reduced thermal signature (85 °F) would dramatically reduce the contrast between ambient conditions (68 °F) and operating vehicle temperatures (130 °F).
Lastly, evidence of ARDDM as a means for high-velocity fragmentation capture was observed, and a theoretical analysis confirmed its potential. These findings reveal a technology which contains the added benefits of decreasing soldier lethality.
Postanalysis results of ARDDM demonstrate a highly capable FDA system at ranges where other systems are more inept. For those reasons, ARDDM would be well suited as a complement solution to active protection systems (APS). The combination of its fragmentation lethality mitigation and ability to reduce blast pressures generated during APS near intercept events makes ARDDM a welcome addition to the U.S. military arsenal of state-of-the-art protection systems (Figure 10).

Due to the cost and weight burdens of current active systems, passive protection will continue to be essential. Effective RPG protection will be critical in safeguarding the Warfighter from the ubiquity with which RPGs are stockpiled. ARDDM provides multifaceted survivability by combining lightweight RPG protection with innate signature management and fratricidal mitigation. ARDDM’s capability serves as a holistic solution that compliments today’s APS while providing the adaptability necessary for future combat vehicles.
REFERENCES
- Malone, et al. “RPG Defeat System and Method.”Patent application no. 15/530,239, November 2016.
- Gibson, L. J., and M. F. Ashby. Cellular Solids: Structure and Properties. Cambridge University Press, 2nd edition, 1997.
- Gardner, N. W. “Novel Composite Materials and Sandwich Structures for Blast Mitigation.” Open-access dissertations, paper 94, 2012.
- Dehn, J. “Probability Formulas for Describing Fragment Size Distributions.” ARBRL-TR-02332, U.S. Army Ballistics Research Laboratory, Aberdeen Proving Ground, MD, June 1981.
- Moody, F. J. (editor). “Advances in Fluid Structure Interaction Dynamics.” ASME/PVP-75, 1975.
- Sadovskii, M. A. “The Mechanical Effect of Blast Waves in Air With Respect to Data From Experimental Studies.” Physics Explosions, collection no. 1, Nauk SSSR: Moscow, Russia, pp. 20–111, 1952.
BIOGRAPHIES
MICHAEL SALVUCCI is a senior mechanical engineer at QNA working as the principal investigator for ARDDM and composite armor solutions. His interests and expertise include materials, composite design, ballistics, and analytics. Mr. Salvucci holds bachelor’s and master’s degrees in mechanical engineering from the University of Massachusetts Dartmouth, where his research focused on improving the through-thickness thermal conductivity of carbon fiber airfoils.
MATTHEW MAGNER is a research general engineer at the CCDC GVSC in Warren, MI, focusing on passive armor systems for small arms and RPG defeat. He has over 10 years of experience with ballistic and live-fire testing of armor in lab and field environments and continues to conduct experiments focused on the technical development and integration of armor systems on ground vehicles. Mr. Magner holds a bachelor’s degree in aeronautical engineering from Western Michigan University and a master’s degree in engineering management from Ohio University.
MICHAEL WHEATON is a principal mechanical engineer at QNA in Waltham, MA, serving as the Product Manager for QNA’s Q-NET product line. He has over 12 years of material testing, product design, integration, and product life-cycle management for land- and marine-based applications. Mr. Wheaton holds a bachelor’s degree in mechanical engineering from Worcester Polytechnic Institute.